Analysis of the core technology of hot stamping paper slitting machine: precise slitting and efficiency improvement
Hot stamping paper (anodized aluminum foil) slitting machine is the core equipment in the production of hot stamping materials, and its technical difficulty lies in maintaining the integrity of the coating of hot stamping paper and achieving efficient and accurate slitting. The following is an in-depth analysis of its core technology, covering the key links of precise slitting and efficiency improvement:
First, the core technology of precise slitting
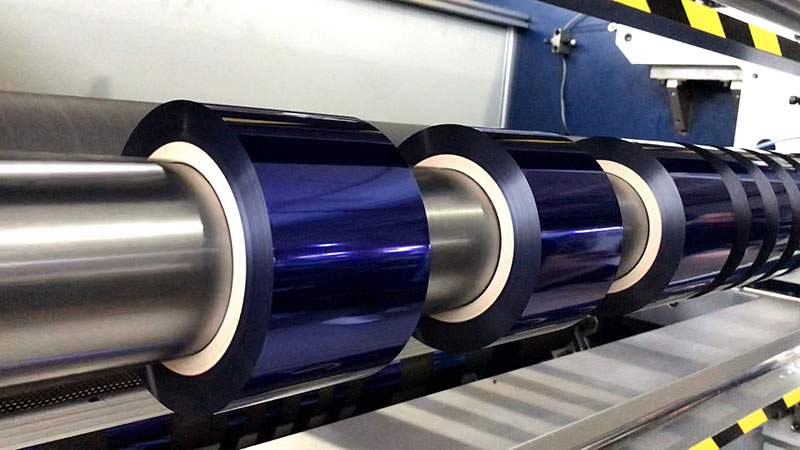
1. Tension control technology for ultra-thin substrates
• Multi-stage closed-loop tension system: using the combination of front and rear tension rollers + magnetic particle brakes, real-time adjustment through PID algorithm (tension fluctuation ≤0.5N) to avoid tensile deformation or wrinkles (substrate thickness is usually only 12-25μm).
• Low inertia take-up design: The use of carbon fiber inflatable shaft reduces inertia impact during start/stop and prevents coating peeling (especially critical for laser hot stamping paper).
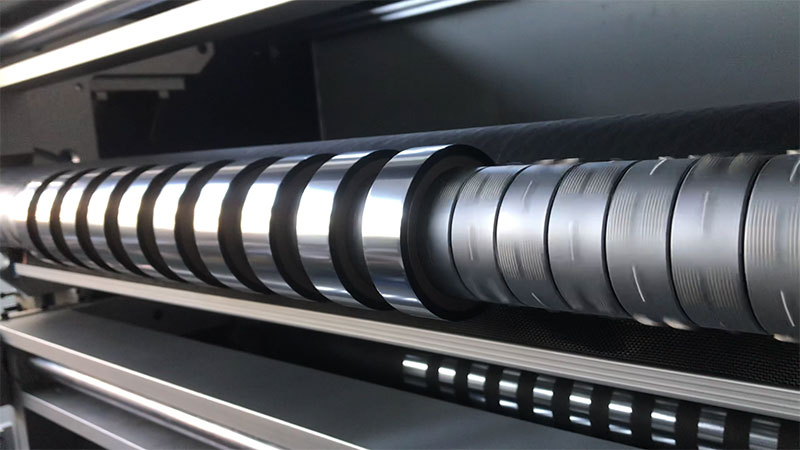
2. Micron-level slitting tool system
• Round knife + bed knife combination:
• Tool material: diamond coated or ceramic knife (hardness≥ HRC90), the service life is increased by more than 3 times.
• Radial runout ≤0.003mm to ensure that the incision is free of burrs (the height of the burr should be <5μm, otherwise the hot stamping transfer effect will be affected).
• Laser slitting alternative: for high-end PET hot stamping paper, the incision carbonization layer < 10μm, but it needs to be equipped with an inert gas protection system.
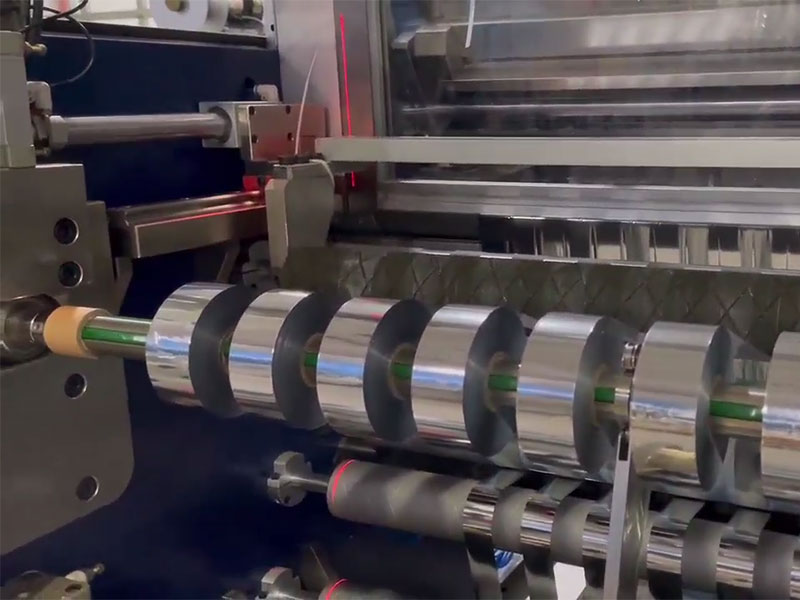
3. Dynamic guiding and edge detection
• CCD visual correction: real-time scanning of the edge pattern (such as laser texture) of the hot stamping paper, with a correction accuracy of ±0.1mm, to avoid the defective bronzing pattern caused by slitting dislocation.
• Infrared coating monitoring: Detects coating uniformity (e.g. aluminum layer thickness), automatically marks defective areas and rejects them in slitting.
Second, breakthrough technology to improve efficiency
1. Optimization of high-speed slitting dynamics
• Linear motor drive: slitting speed up to 800m/min (only 300m/min for traditional models), acceleration 0-600m/min in only 5 seconds.
• Vibration suppression algorithm: Analyze the resonance frequency through FFT, and actively adjust the tool speed to avoid the critical point (such as high-frequency vibration suppression above 1200Hz).
2. Intelligent tool change and process memory
• Automatic tool holder switching system: tool change time < 30 seconds (5 minutes for labor), supporting continuous production of different width specifications.
• Recipe management system: store the slitting parameters of different materials (PET/OPP) and coating (matte/glossy), and automatically recall them when switching.

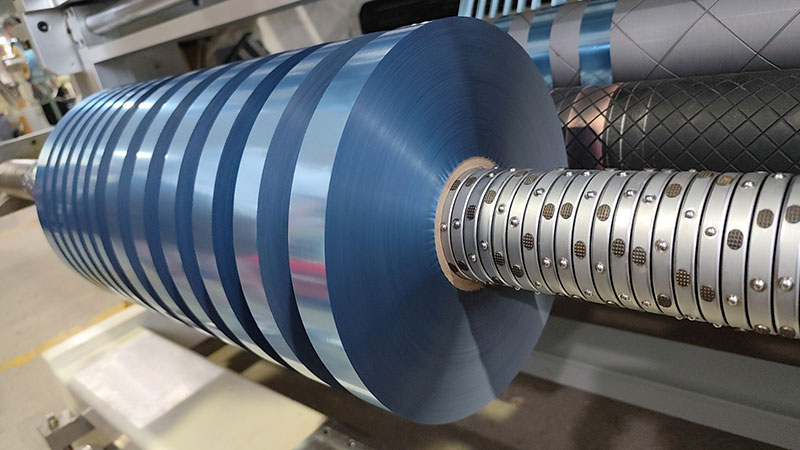
3. Waste edge treatment and material utilization
• Electrostatic adsorption waste edge recycling: the width of waste edge can be compressed to 1.5mm (3mm required by traditional processes), and the material utilization rate is increased to 98.5%.
• Online weighing feedback: real-time calculation of slitting loss, automatic optimization of unwinding tension curve.
Third, special process adaptation technology
1. Coating protection scheme
• Low-temperature slitting technology: the temperature of the blade is controlled below 50°C (through liquid cooling cycle) to prevent the thermal adhesive layer (such as hot-melt adhesive hot stamping paper) from melting and sticking.
• Non-contact guide rollers: air suspension guide rollers are used to avoid scratches on the coating (surface roughness Ra≤0.05μm).
2. Narrow web slitting challenge
• Micro servo tool holder: the minimum slitting width is 0.3mm (for anti-counterfeiting fine wire bronzing), and the tool spacing error is ± 0.01mm.
• Fiber-reinforced base tape: Kevlar tape is used to support the slitting ultra-narrow web to prevent tape breakage.
Fourth, intelligent and data-based applications
1. Digital twin pre-commissioning
• Virtually simulate the slitting process to predict the impact of tool wear on the quality of the cut in advance (e.g. simulating the critical tension of the aluminum layer peeling).
2. AI defect classification system
• Deep learning-based image recognition: Automatically distinguish defect types such as coating bubbles, scratches, and slitting burrs, with a classification accuracy of > 99%.
3. Energy Optimization Model
• Dynamically adjust the motor power to reduce the energy consumption of slitting by 40% (e.g. switch to energy-saving mode when standby).
5. Industry pain points and innovation directions
• Current Challenges:
◦ Pattern misalignment during slitting of ultra-thin laser film (requires the development of a tracking technology based on quantum dot marking).
◦ Sticking knife problem of eco-friendly water-based coated hot stamping paper (new PTFE tool coating under development).
• Future Trends:
◦ Laser + mechanical composite slitting: Combining the advantages of two technologies, the incision quality and efficiency are both.
◦ Blockchain traceability: slitting data on the chain to realize the quality traceability of the whole life cycle of hot stamping paper.
summary
The technical competition of hot stamping paper slitting machine has shifted from a single precision competition to a three-dimensional collaboration of "precision-speed-intelligence". Enterprises need to focus on:
1. Nanoscale iteration of tension control and tooling system;
2. Deep integration of artificial intelligence and process knowledge;
3. Process adaptability of special materials (such as hot stamping film for flexible electronics).
Only by breaking through these core technologies can we occupy an advantage in high-end markets such as packaging and printing, luxury anti-counterfeiting, etc.
Recent Post
- From coil to finished product: How does the hot stamping foil slitting machine achieve efficient slitting at the touch of a button?
 Efficient and waste-free! How to improve the utilization rate of hot stamping foil slitting machine?
Efficient and waste-free! How to improve the utilization rate of hot stamping foil slitting machine?- Hot stamping foil slitting machine: stability and precision guarantee under high-speed slitting
 Intelligent deviation correction + constant tension control: analysis of the key technology breakthrough of the hot foil stamping slitting machine
Intelligent deviation correction + constant tension control: analysis of the key technology breakthrough of the hot foil stamping slitting machine
 Automatic Foil Roll Cutting Machine
Automatic Foil Roll Cutting Machine 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine Manual Foil Roll Cutting Machine
Manual Foil Roll Cutting Machine 1350mm/1600 Foil Slitting Machine
1350mm/1600 Foil Slitting Machine 1350mm Bopp Film Slitting Machine
1350mm Bopp Film Slitting Machine 1600mm Foil Slitting Machine
1600mm Foil Slitting Machine


 +86 135 9951 7291
+86 135 9951 7291 support@delishmachine.com
support@delishmachine.com